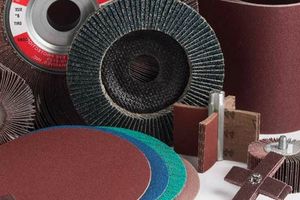
Flexible grinding tools
Abrasive tools on a flexible base include sanding pads on bases of various types and products made from them; grinding wheels, grinding tool on a non-woven basis.
Grinding skin and products from it include a wide range of flexible abrasive tools used in many industries for stripping, semi-finishing and finishing operations in the manufacture of various parts from structural steels, heat-resistant and titanium alloys, bronze, marble, etc.
This abrasive tool, being elastic, allows you to process complex curved surfaces of workpieces both for decorative and dimensional grinding.
The grinding wheel consists of three main elements
— The basis
— Abrasive material
— Bond
Combinations of which create a wide range of properties and its characteristics.
Grinding materials are used for the production of sanding pads made of normal electrocorundum, zirconium, black silicon carbide, natural abrasives (glass, flint), as well as new abrasive materials such as kubitron and superabrasives (diamonds).
The grain size and granulometric composition of abrasive materials for sanding leather differs from the fixed shape used for abrasive tools (circles, bars, segments).
In addition, when using this tool in operations (scraping, semi-finishing), when the thickness of the metal to be removed is large, it is recommended to use a grinder of isometric (approaching round) shape, and in finishing operations - an elongated shape.
In order to improve the capillary properties of abrasive grains, to increase their adhesiveness to their bonding, as well as to improve the conditions for applying abrasive grains in an electric field, the grinding material is subjected to heat treatment ((baking) or heating to 50-70°C, as well as iron and etc.)
For finishing operations, as a rule, a grinding wheel is used, made of grinding powders and micropowders with an increased content of the main fraction (narrow class in terms of size).
Grinding skins are produced on fabric, paper and combined bases. In special cases, fiber, mesh made of synthetic materials and fiberglass are used as a basis for the production of sanding skin.
Fabric base
Fabric bases for grinding skins are characterized by the following parameters: breaking load on the base (food direction) and weft (transverse direction), elongation at break, thickness and weight of the fabric, width and length of the fabric roll, technological characteristics (structure of harsh yarn, type of threads per 10 cm ), as well as the permissible number of defects.
For the production of grinding skins, cotton fabrics are mainly used: strict or smooth-dyed twills - light, medium, weighted, as well as special side and other types: raincoat, mitkal, chiffon. Recently, synthetic fabrics (polyester), blends and even on non-woven synthetic bases have been widely used for the production of sanding skin.
According to the international classification, fabrics of "heavy" type X and "light" types J and F are distinguished. The decisive factor in this division is the number of threads of a certain thickness per 1/4 part of a French inch = 6.75 mm), measured in the direction of the warp and weft.
Light fabric has more threads than heavy fabric. For example, fabric X - 325/190 threads per 10 cm, fabric J - 360/240, fabric F - 370/205, respectively.
— Fabric type J — light, the most elastic. It is used for the production of leather for finishing operations and for processing shaped and contoured surfaces.
— Fabric type F — highly elastic. It is used in leather for processing profiled, wavy surfaces for finishing operations.
— Fabric type X — strong, heavy. It is used in leather with large abrasive material (P30...P80) to remove large allowances of material.
— Fabric type Y — increased strength. Used in heavy-duty webbing with large allowances removed (e.g. narrow webbing for hand machines).
— Fabric type YY — extremely heavy strong. It is used for large-grained w/skin with extra heavy sanding modes.
— ХF fabric type — heavy, elastic. Combination of properties of strength and increased elasticity.
— Fabric type JF — lightweight and very stretchy.
Paper basis
The paper base is a special technical paper, the main parameters of which are weight (g/m 2 ), thickness, strength, elasticity, adhesive properties, etc. The weight and, accordingly, the thickness of the paper significantly affects the properties of the sanding pad.
The lighter the paper, the higher the degree of elasticity of the sanding skin, the heavier the paper, the higher the tear resistance. A paper base treated with water-resistant finishes is used for wet sanding.
Paper, like fabric, must withstand a breaking force in the longitudinal direction of at least 200-400 H, in the transverse direction 100-160 H.
It should have a limited number of defects, it should keep its original state (not twist) when one-sided wetting with water, it should not delaminate.
Combined basis
The combined base is made by duplicating (gluing) fabric and paper. It is used for the production of grinding skins with increased requirements for tensile strength and elongation. It is used mainly in the form of segmented tapes for chipboard processing, plywood with the removal of large processing allowances.
Fiber base
The fiber base (or vulcanized fiber) is a fairly strong, flexible and plastic cellulose material impregnated with zinc chloride. It is used mainly for the production of discs for cleaning and scraping grinding operations with the use of hand-held power tools. Depending on the thickness, 3 brands of fiber are used.
— X Hard fiber - nominal thickness (mm) 0.8 / 0.84
— J The fiber is light - with a nominal thickness (mm) of 0.65
— F Fiber is light lamellar - with a nominal thickness of 0.55
Animal glue is used in the manufacture of skin in its pure form or with a filler. The positive qualities of this binder include: cheapness, homogeneity and manufacturability of the adhesive composition, elasticity during grinding. Disadvantages: not waterproof, loses stability when large allowances are removed and heated. It is used for skins for manual work and operations with small cutting forces and allowances.
Non-waterproof sanding skins are made on the basis of natural glues, synthetic resins or their combinations. At the same time, natural glue or, in some cases, resin is used as a bond for the first updated layer, and glue or synthetic resins are used for the second, fixing layer.
Synthetic resins are used as a bond for a fabric-based waterproof sanding pad, and synthetic resins and varnishes or their combinations are used for a paper-based waterproof sanding pad.
Depending on the grain size, sandpaper is divided into several types. Each type is designed for different jobs.
Separation of sandpaper by grain size
— 40-60 grit sandpaper is the coarsest. In this type of paper, the grains are large and located far enough from each other. This sandpaper is usually used for surface roughing.
— 80-120 grit sandpaper is medium grit paper. It is used to smooth surfaces and remove minor imperfections and irregularities.
— Sandpaper with a grain of 150-180 is a thin paper, it is used for final sanding at the final stage of wood processing.
— Usually, the sanding of the product is finished on 150 or 180 grit paper. However, for finer work, sandpaper with an even greater grain size is sometimes used.
— Sandpaper with a grit of 220-240 is a very fine sandpaper, which is used for sanding the product between the paint coating and the primer.
— 280-320 grit paper is already extra fine paper and is used to remove dust specks and marks before finishing the coating.
— Paper with a grain of 360-600 - Such paper is used very rarely. Usually, such paper is used for final sanding of the product or for spotting or light scratches from its surface.