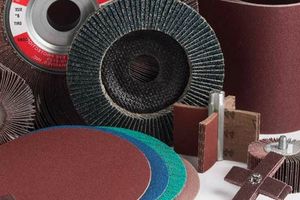
Cutting circles on a bakelite bond
Circles made of electrocorundum are used for processing various steels and alloys, made of silicon carbide - for non-ferrous metals and non-metallic products, such as textolite, bricks, etc. For maximum revolutions, the cutting wheels are additionally reinforced.
The reinforced mesh is the basis of the cutting disc, the safety of the craftsman depends on it, as well as the quality of the connection. The central ring of the disk is protected by a metal frame for additional protection against destruction at high speeds.
Cutting wheels of types 41 and 42 are a numerous, universal group of abrasive tools, intended for performing cutting operations of various materials.
Circles are produced in the following standard sizes:
Diameter - 125-500 mm;
Thickness - 1-8 mm;
Landing - 22.23
In industry, cutting wheels are effectively used in manufacturing processes during the preparation of artificial (or group) workpieces for further processing in various ways (cutting, grinding, proofing, stamping, etc.), and even as a final operation.
High productivity of the process, elimination of deformation and destruction of thin-walled products, even "cut" and simplicity of the equipment contribute to the wide application of the abrasive segment. The cut-off is appropriate for the separation of materials of any hardness and strength, when it is irrational (or impossible) to use other methods of separation.
According to the purpose and the equipment used, the range of cutting wheels on a bakelite bond can be conventionally divided into 3 main groups:
- 1 group - reinforced cutting wheels with a diameter of 100...230 mm for performing cutting operations using manual grinding machines with a working speed of up to 80 m/s. Angle grinders with an electric or pneumatic drive are most often used in this group of wheels, mainly for cutting off small-sized workpieces under the conditions of small productions, and even during construction work.
- 2nd group - reinforced cutting wheels with a diameter of 250...900 mm for performing cutting operations using stationary and portable machines (or devices) with a working speed of up to 100 m/s. This group of cutting wheels is widely used in mass production.
- 3rd group - unreinforced cutting wheels with a diameter of 100...400 mm for precision cutting operations using stationary machines with a working speed of up to 60 m/s
For 2 and 3 groups of cutting wheels, the types of machines can be different. Cutting machines are distinguished by the method of cutting blanks:
- Pendulum - used mainly for cutting blanks of round section and metal profile (corner, channel)
- Straight - used for cutting flat and round workpieces (sheet material, plate, pipe package, etc.)
- With rotation of the workpiece - used for cutting round workpieces with a larger section
- Oscillating pendulum - used for cutting blanks of circular cross-section and metal profile with increased requirements for the quality of the ends of the blanks.
The main abrasive materials used in the manufacture of cut-off wheels on a bakelite bond are normal electrocorundum and its modifications (special quality, calcined, hardened, etc.), zirconium electrocorundum brand 38A, black silicon carbide brand 54C. Grinding is used less often. materials of white and alloyed electrocorundum.
The range of grain sizes of the above-mentioned grinding materials is quite narrow, taking into account the specifics of the use of cutting wheels: grinding. grain F24, F30, F36, F46 and F60. Combinations of these grains are also used, but it is necessary to focus on the parameters of abrasive materials, which are given in the standard marking.
The degree of hardness plays an important role in the performance of cutting wheels. The range of degrees of hardness, as well as the range of grain sizes, corresponds to the purpose of cutting wheels and is located within the limits of hardness corresponding to the N...T series, according to international standards. In accordance with DSTU GOST 21963:2003, the hardness is checked according to sound indices ZI 30...51 and, accordingly, is checked by the acoustic method.
Recommendations for choosing hardness:
- The harder the material to be cut and the longer the line of contact between the wheel and the material to be cut, the softer the cutting wheel should be
- Wheels with a finer grain (for example F 36) should be softer than cutting wheels with a larger grain (for example F24)
- As the cutting speed increases, the wheels should be used one grade softer than at low cutting speeds
- With automatic feeding, it is better to use soft circles in comparison with manual feeding
- Relatively soft wheels provide less heat generation in the cutting zone, higher cut quality, no cutting, no burning, but have lower stability, other things being equal
As a generalization, we can cite an existing and very old principle:
"The harder the wheel, the more it serves, the softer, the faster it cuts" with the caveat: "other things being equal...".
An important factor for operational properties is the geometry of the end surface of the cutting wheel.
Significant temperatures (up to 1200°C) occur in the cutting zone, especially when cutting workpieces of a larger cross-section, which cause sparks that destroy the connection of the circle and, accordingly, reduce its stability. To reduce the temperature in the cutting zone, the end surface of the cutting wheels is made either flat, but not very "developed", with abrasive grains protruding from the binding, so-called "embossed", or made corrugated due to shallow grooves, for example, in the form of concentric circles . This reduces heat generation and power consumption by 10-20% compared to a smooth surface.
The speed of rotation of the cutting wheels is quite high (up to 100 m/s), so only high-quality manufacturing can guarantee safe work. The maximum rotation frequency must be indicated in the circle marking on the label. The speed value is additionally distinguished by the color of the diametrical band: yellow (60m/s), red (80m/s) or green (100m/s).
Along with choosing the appropriate purpose of the wheel characteristic, it is necessary to choose the type of machine tool or grinding machine, the main technical parameters: drive power, number of revolutions of the spindle, feed, method of fastening the workpiece.
The main technical parameters and their influence on processing efficiency:
- The drive power of the equipment must be sufficient and adequate to the diameter of the cutting circle, dimensions and material of the workpiece to be cut. For working with an angle grinder, with a circle diameter from 125 to 230 mm, in the operations of cutting small artificial workpieces, the drive power is 1.5...2 kW. For the operation of a cutting machine with a circle diameter of 300...400 mm, in the operations of cutting blanks of a larger section from materials that are difficult to process, the power must be at least 10 kW.
- The working speed of the circle can be as close as possible to the recommended one - 60 m/s or more. For effective use of cutting wheels, it is recommended to use "high-revving" machines and grinding machines, since due to the limited number of revolutions of the machine at half the value of the recommended speed, the resource of the wheels is reduced by 30-50%
- The feed modes of the cutting wheel should be in the range from 0.2 to 0.8 m/min. If the speed is less than 0.2 m/min, the stability of the wheels is significantly reduced, the heat generation during cutting increases, which contributes to "burning" of the metal and burnout of the bond. At a feed rate of more than 0.8 m/min, even if the process proceeds without the use of significant physical effort, the abrasive particles begin to paint too quickly from the bond ("fall off") and due to the intense heating of the metal being cut, the wheel may jam.
- The thickness of the metal to be cut should not exceed 15% of the diameter of the circle. Non-observance of this limitation leads to "burning" of the metal, reducing the life of the wheel and, accordingly, the efficiency of the segment.
- The method of fastening should ensure a rigid holding of the workpiece to be cut, reliability. It is recommended to fasten the workpiece to be cut off only on one side, otherwise it will deform due to strong heating and may jam the cutting wheel.
Safety rules when using cutting wheels:
- It is forbidden to use cutting wheels for grinding operations, as well as to work with the side surface of the cutting wheel
- The warranty period of storage of cutting wheels from the moment of manufacture should not exceed 6 months. Circles should be stored in a horizontal position in dry rooms, and it is necessary to ensure a uniform load on a flat base to avoid deformation. Expired circles can be used only after certification for mechanical strength
- It is forbidden to use cut-off wheels with cracks, chips and deformations, as well as those that do not have a mark on conducting tests for mechanical strength or with an expired shelf life
- It is not permissible to work with cutting wheels without a protective cover (fence) and personal protective equipment (gloves, safety glasses, etc.) after installing and fixing the cutting wheel, it must not have radial or axial beating
- Inadmissible operation of the cutting wheel by more than 2/3 of the initial diameter
- The wheel feed when cutting round workpieces with a larger diameter should be reduced by 15%-20% when cutting 1/2 diameter, after which it can be increased again to the initial value.
- Before operation, the cutting wheel must run at idle speed (at operating speed) for at least 2 minutes.